-
 重庆沙坪坝区融汇温泉城童话里D区5栋1905
重庆沙坪坝区融汇温泉城童话里D区5栋1905
-
 cqzhongrui160322@163.com
cqzhongrui160322@163.com
-
 王总: 13708368233
王总: 13708368233

非开挖管道修复 ▏“U型”折叠如何修复?
来源:www.cqzrhj.com 发布时间:2024年08月07日
01:工艺介绍
U 型折叠内衬法采用可变形的 HDPE 作为管道材料,在施工之前,于工厂或者施工现场预先通过改变衬管的几何形态来降低其断面面积。
当变形管在旧管中安置妥当后,借助加热或者加压的方式促使其膨胀,进而恢复至原本的大小和形状,以此保障与旧管达成紧密的配合。
例如,在某城市的地下管道修复工程中,就成功运用了 U 型折叠内衬法。施工人员先在工厂对 HDPE 衬管进行几何形状的改变,减少其断面。然后将变形管置入旧管内,通过加热装置使其膨胀恢复,最终实现了新旧管的紧密贴合,有效解决了管道老化和渗漏的问题。
02:施工原理
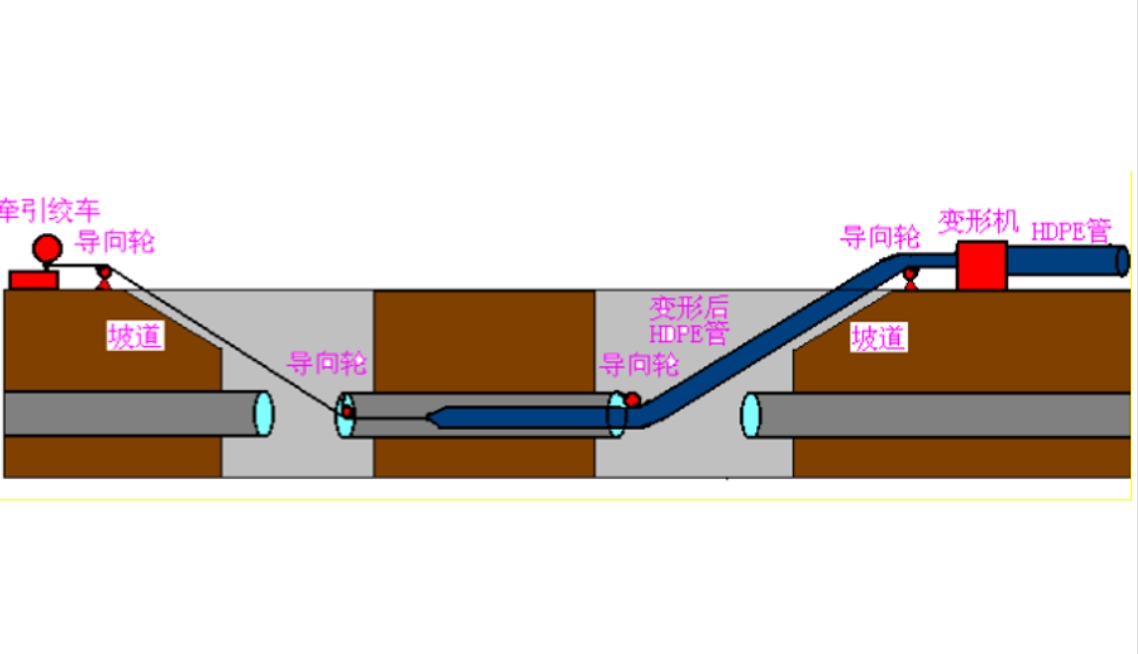
通过确定要修复管道的准确直径,定制所需要的HDPE管,该管道外径要与要修复管道的内径相匹配,用压管机将已连接的HDPE管冷压成U形使HDPE管的横截面积减少30%~40%。
为了保持U形,用缠绕带将U形管缠紧,通过液压牵引机,牵引入旧管内并准确定位,对HDPE管两端进行翻边处理,使其与管端法兰相配合,最 后采用加温加压的方式将缠绕带胀断。
HDPE管恢复原形,内衬管与外管紧紧地贴合一起,形成管中管的结构,使得修复后的管道,同时具有旧管与PE管的综合性能,以达到修复旧管的目的。
03:适用范围
该工艺通常适用于燃气和给排水领域中结构性破坏不太严重的直圆形管道,适用管径范围为 100mm 至 500mm,适用年限可达 50 年以上,适用于管线长度约 1000m 的各类管道。
这项技术因其具有良好的卫生性能、较小的过流断面损失、较大的变形适用范围以及能够进行长距离修复等优点。
04:技术工艺及施工流程
1)管道清洗
如果管道内部污垢较多,需先进行管道清洗:a.当管内沉积物较为松散时,可选用机械清洗;b.当管内沉积物较多并结垢特别坚硬时,可选用高压水射流清洗;c.当管内沉积物为黏稠油状物时,可选用化学清洗。
2)管道焊接
HDPE 管道在穿插进入旧管道前必须进行焊接。
3)截面压U
利用U型压缩机压制管道成“U”型,当压缩到管端截面积减少至原截面积的70%时,用超薄粘性胶带或者铁丝进行环绕捆扎处理,以保证管道在穿插时“U”型形状不变。捆扎用超薄型透明胶带的拉断极限必须提前进行预估,确保HDPE管道在穿插后能够顺利胀管恢复原状。
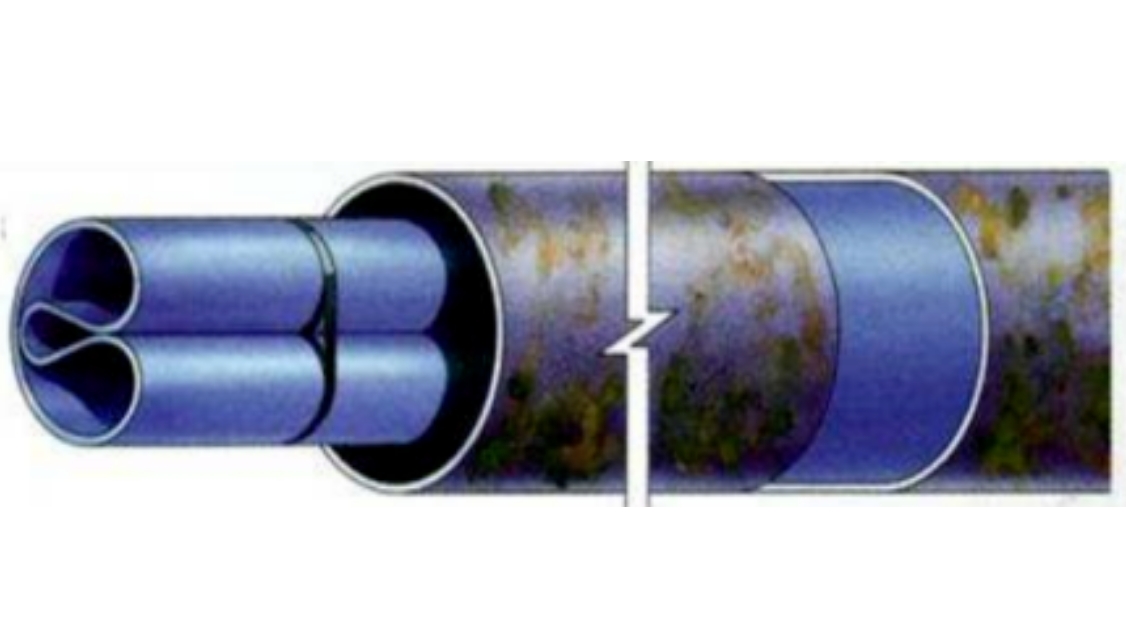
4)托管入管
压制成“U”型形状的管道在进行穿插时宜前、后两端受力:前端为钢索的拖力,后端为压“U”设备的给进力,避免不均匀受力,HDPE 管穿插时的牵引力不应超过HDPE 管道允许用应力的二分之一。
5)衬管回圆
穿插后的管道内注入压缩空气或水,崩断周围捆扎用的超薄粘性胶带或铁丝,同时胀开PE管道,使其外壁紧贴待内衬的旧管道内壁。
从近年来的工程项目施工经验来看,无论从施工工艺、施工难度、文明施工要求,还是原有和新换管道的材质和管径都契合了管道修复和更换技术的要求,HDPE技术的应用可以有效提升管线修复质量,未来的推广空间也比较大。
来源:中科管道
声明:此文版权归原作者所有,仅作行业分享,若有来源错误或者侵犯您的合法权益,您可与我们取得联系,我们将及时进行处理。
上一条
浅谈市政排水管网的养护管理
下一条
管道敷设:直埋与管沟究竟有哪些区别?
返回列表


版权声明:本网站所刊内容未经本网站及作者本人许可,不得下载、转载或建立镜像等,违者本网站将追究其法律责任。 本网站所用文字图片部分来源于公共网络或者素材网站,凡图文未署名者均为原始状况,但作者发现后可告知认领, 我们仍会及时署名或依照作者本人意愿处理,如未及时联系本站,本网站不承担任何责任。备案号:渝ICP备2021002381号-1
 渝公网安备 50010602503057号
渝公网安备 50010602503057号